

Дефекты инжекционного литья — это важная проблема, с которой сталкиваются производители при производстве качественной пластиковой продукции. Эти дефекты могут привести к потере материала, увеличению затрат и неудовлетворенности клиентов. В этой статье мы рассмотрим наиболее распространенные дефекты инжекционного литья, классифицируя их на дефекты внешнего вида, размерные дефекты и функциональные дефекты, а также предложим эффективные решения, чтобы помочь вам оптимизировать процесс производства и сократить количество дефектов.
1. Дефекты внешнего вида
Дефекты внешнего вида — это наиболее очевидные дефекты пластиковой продукции, которые могут повлиять на привлекательность продукта и его способность к продаже. Наиболее распространенные дефекты внешнего вида включают:
a. Серебристые полосы
Тонкие серебристые полосы на поверхности продукта, которые придают ему непривлекательный вид.
Причины:
- Сырье содержит влагу.
- Неправильная настройка температуры формы или расплава.
- Слишком высокая скорость инжекции, что приводит к деградации материала.
Решения:
- Профессиональная сушка сырья перед обработкой.
- Оптимизация температуры формы и расплава.
- Снижение скорости инжекции, чтобы избежать деградации материала из-за быстрого литья.
b. Обожженные следы
Темные следы обгорания на краях или тонких участках изделия.
Причины:
- Плохая вентиляция на краях формы.
- Слишком высокая скорость инжекции или слишком долгое время пребывания материала в форме.
Решения:
- Улучшение вентиляции формы, чтобы газ мог выходить.
- Регулировка параметров инжекции, чтобы избежать перегрева материала.
c. Деформация (Искажение)
Продукт деформируется после охлаждения из-за неравномерного сжатия, что приводит к неровной поверхности или изгибам.
Причины:
- Неравномерное охлаждение формы.
- Слишком высокое давление инжекции.
Решения:
- Оптимизация системы охлаждения формы, чтобы обеспечить равномерное охлаждение.
- Регулировка давления инжекции и времени охлаждения.
2. Размерные дефекты
Размерные дефекты также являются распространенной проблемой и могут повлиять на соответствие продукции проектным требованиям. Основные размерные дефекты включают:
a. Неравномерное сжатие
Частичное неравномерное сжатие продукта, что приводит к отклонению от требуемых размеров.
Причины:
- Неправильная конструкция формы, неравномерное охлаждение.
- Несоответствие материала.
Решения:
- Улучшение конструкции формы, чтобы обеспечить равномерное распределение охлаждающих каналов.
- Выбор материалов, подходящих для проектных требований.
b. Отклонение размеров
Фактические размеры продукта не соответствуют проектной спецификации.
Причины:
- Неправильная настройка давления инжекции или скорости.
- Износ формы или недостаточная точность обработки.
Решения:
- Регулировка параметров инжекционной машины, чтобы обеспечить стабильность.
- Регулярное техническое обслуживание форм для поддержания высокой точности.
3. Функциональные дефекты
Функциональные дефекты обычно влияют на структурную целостность и эксплуатационные характеристики продукции. Вот несколько распространенных функциональных дефектов и их решения:
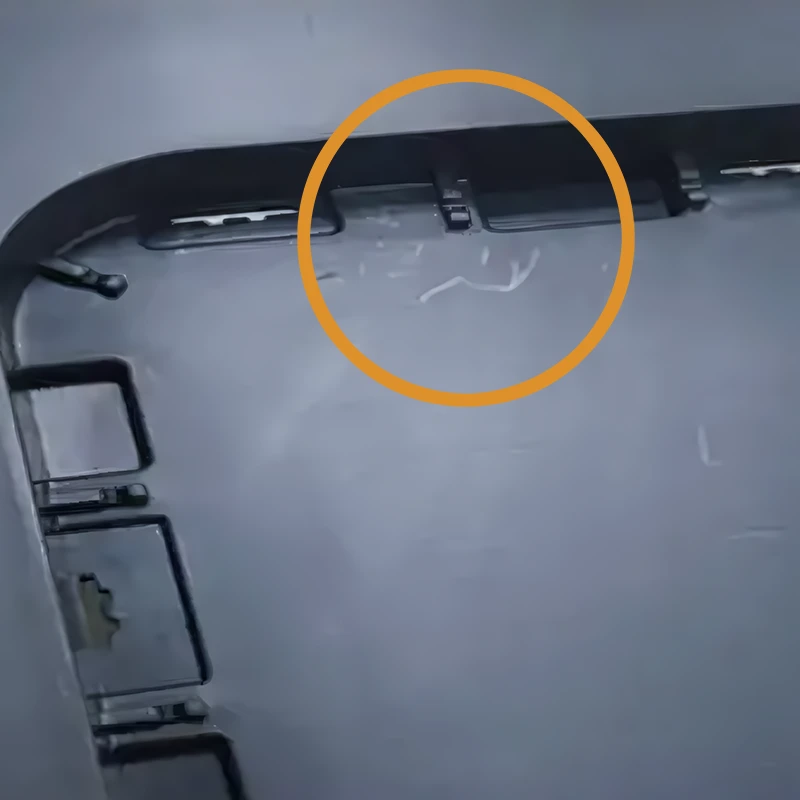
a. Линии соединения
Видимые линии на месте соединения двух потоков расплава в форме, которые могут ослабить прочность продукта.
Причины:
- Низкая температура расплава, недостаточная текучесть.
- Сложная конструкция формы, плохая система потоков расплава.
Решения:
- Повышение температуры расплава для улучшения текучести материала.
- Оптимизация конструкции формы, чтобы уменьшить сопротивление в каналах.
b. Пузырьки воздуха
Появление пузырьков воздуха внутри или на поверхности изделия.
Причины:
- Сырье содержит влагу или летучие вещества.
- Плохая система вентиляции в форме.
Решения:
- Улучшение сушки сырья для уменьшения содержания влаги.
- Улучшение вентиляции